Наклеювання шпону на кромки щитів.
Облицьовування криволінійних і профільних деталей
Принципіальну схему роботи такого верстата показано на Рис. 2. Шпон вміщують у магазинний пристрій, де він притискується до бокової стінки притискувачем 10. Щит, що надходить на верстат з постійною швидкістю, рухається між магазинами за допомогою конвейєра 6. Синтетичний клей наноситься на бічні кромки щита клеєнамазувальними вальцями. Коли передня кромка щита натисне на важіль датчика 3… Читати ще >
Наклеювання шпону на кромки щитів. Облицьовування криволінійних і профільних деталей (реферат, курсова, диплом, контрольна)
РЕФЕРАТ на тему:
Наклеювання шпону на кромки щитів. Облицьовування криволінійних і профільних деталей.
Наклеювання шпону на кромки щитів Для облицьовування кромок щитів на сучасних меблевих підприємствах застосовують пневматичні вайми з електроконтактним нагріванням позиційного типу, а також високопродуктивні верстати прохідного типу (на останніх шпон приклеюється способом коткування).
Пневматичні вайми можуть бути різних розмірів і форм, проте принцип їхньої дії аналогічний. Розглянемо одну з них, показану на Рис. 1, на якій можна облицьовувати кромки щитів з трьох сторін. Ця вайма складається з металевого каркаса 1, звареного з кутового заліза, притискних брусків 3, які переміщуються завдяки накачуванню повітря в рукави 4 (їх виготовляють з пожежних рукавів діаметром 70 мм), латунної стрічки 0,5 мм завтовшки, що є електронагрівачем, яка кріпиться тільки до задніх кінців бічних брусків. Це потрібно для незначного переміщення її при обтягуванні овальних кутів. Між стрічкою і притискними брусками е прокладка з листового азбесту або іншого ізоляційного матеріалу. Для нагрівання застосовують змінний струм напругою 220 В, який за допомогою понижувального трансформатора доводять до 5—6 В.
Рис. 1. Пневматична вайма з контактним підігріванням:
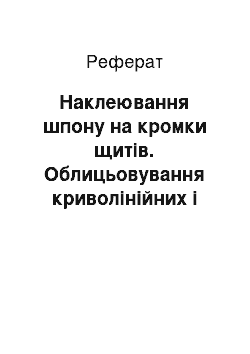
1 — каркас, і — латунна стрічка для електропідігрівання, 3 — притискний брусок, 4 — повітряний рукаи, 5 — повітряний кран Рис. 2. Схема верстата для облицьовування кромок щитів:
1 — щити, 2 — напрямні, 3 — датчик, 4 — клейові ванни, 5 — магазинні пристрої, 6 — конвейєр, 7 — важіль, 8 — пневматичний циліндр, 9 — шпон, 10 — пружинний притискувач, 11 — колодка, 12 — ролики, 13 — напрямна для шпону, 14 — нагріта стрічка, 15 — індукційний електронагрівач, 16 — притискний ролик, 17 — шпиндель Для облицьовування кромок щити з намазаними кромками вміщують у вайму і до кромок прикладають шпон. Поворотом крана пускають повітря в камеру для натискування бруска на передню кромку, другим краном пускають повітря в камеру заднього пересувного бруска для обтягування кутів, і третім краном впускають повітря в бічні і камери для притискування бічних брусків.
Температура нагрівача досягає 140…160 °С, тому тривалість циклу облицьовування не перевищує 1 хв (при застосуванні синтетичних клеїв). Пневматичні камери забезпечують тиск 0,2—1,0 МПа.
Для облицьовування прямих кромок щитів з одного або й двох паралельних боків найраціональніше застосовувати прохідні кром-кооблицьовувальні верстати, забезпечені фрезерними головками для зняття звисів шпону. На таких верстатах виконуються нанесення клею на кромки щитів, приклеювання шпону до кромок і зняття звисів шпону.
Принципіальну схему роботи такого верстата показано на Рис. 2. Шпон вміщують у магазинний пристрій, де він притискується до бокової стінки притискувачем 10. Щит, що надходить на верстат з постійною швидкістю, рухається між магазинами за допомогою конвейєра 6. Синтетичний клей наноситься на бічні кромки щита клеєнамазувальними вальцями. Коли передня кромка щита натисне на важіль датчика 3, останній за допомогою пневматичного циліндра 8 приводить у рух систему важелів 7 і колодку 11 в напрямку, показаному стрілками. При русі вперед в напрямку стрілки колодка висуває крайню смужку шпону через проріз у передній стінці магазина. Кінець смужки шпону захоплюється обертовими роликами 12 і по напрямних 13 подається до бокової кромки щита під прес, що створюється безконечною стальною стрічкою 14, яка рухається з такою ж швидкістю, як і конвейєр. Стрічка безперервно нагрівається індукційними електронагрівачами 15 і притискується до кромок щита роликами 16. Таким чином, відбувається коткування шпону до кромок щитів. При виході з цієї ділянки щити проходять повз шпинделі 17, на які насаджені дрібнозубі дискові пилки, що зрізають звиси шпону по товщині щита. Щити слід подавати у верстат з розривами для того, щоб датчик після проходу кожного з них міг повернутися у вихідне положення.
За подібним принципом працює вітчизняний агрегат для облицьовування кромок щитів меблів АФКРізниця тільки в тому, що полімеризація клею здійснюється підпружиненим утюжком, що нагрівається електроспіраллю. Облицьовування відбувається у дві фази. Спочатку клейовий шар прогрівається утюжком з питомим тиском 0,1 МПа, потім пресується роликами, які забезпечують питомий тиск до 0,8 МПа.
Досить ефективні верстати для облицьовування кромок щитів за допомогою клеїв-розплавів, які тверднуть під час охолодження. Зокрема вітчизняні верстати МОК-2, МОК.-4 (для облицювання прямих кромок щитових елементів струганим шпоном або синтетичним рулонним матеріалом); МОК-3 (для облицювання синтетичним шпоном); МОК-5 (для облицювання прямолінійних плоских і профільних в перерізі кромок щитових елементів меблів); МОК.-6 (облицювання прямолінійних кромок щитів рейкою із масивної деревини), а також лінії повторної обробки і облицювання кромок МФК-1, верстати фірм «Ройман» (ФРН) та «Стефані» (Італія). Ці верстати забезпечують облицьовування кромок щитів, знімання звисів і шліфування кромок при високих швидкостях подачі. Вони можуть працювати окремо або в лініях.
Продуктивність таких верстатів можна визначити за формулою.
.
kд = 0,95…0,98 — коефіцієнт використання робочого дня; lщ — довжина щита, м; lP — середня відстань між щитами, м.
Облицьовування криволінійних і профільних деталей Облицьовування криволінійних і профільних деталей здійснюють у спеціальних пристроях. До таких пристроїв можна віднести контрпрофільні, рейкові, сипучі та гнучкі цулаги, а також нагнітальні і вакуумні камери та автоклави.
Для облицьовування дрібних деталей застосовують вакуумні гумові камери. Деталь вміщують у гумову камеру і герметично закривають її. Після цього з камери викачують повітря через шланг і під дією атмосферного тиску камера щільно обтискує деталь з усіх боків. Проте вакуумні гумові камери при застосуванні синтетичних клеїв і товстого шпону для складних профілів не створюють потрібного тиску. В таких випадках застосовують автоклав (Рис. 3).
Рис. 3. Схема облицьовування криволінійних поверхонь в автоклаві:
1 — облицьовувана деталь, 2 — шпон, 3 — гумова камера, 4 — трубопровід до вакуум-насоса, 5 — трубопровід для подачі стисненого підігрітого повітря або пари в автоклав, 6 — випускний клапан, 7 — автоклав, 8 — візок Автоклав — це герметично закритий циліндр, в який вміщують вакуумний мішок з облицьовуваною деталлю. Крім атмосферного тиску на мішок з деталлю діє додатковий тиск, що створюється в автоклаві підігрітим повітрям або парою. Вакуумний і вакуумно-автоклавний способи малопродуктивні, тому їх застосовують тільки в тих випадках, коли іншими способами облицьовувати профільні деталі неможливо.
Найпродуктивнішим з вакуумних пристроїв є двопозиційний вакуумний прес (Рис. 4). Прес складається з двох плит, що мають отвори, з «єднані системою трубопроводів з вакуум-насосом. Над плитами шарнірно закріплено рами, що мають противагу. До кожної рами знизу прикріплений лист з термостійкої гуми. Сформовані деталі для облицьовування кладуть на робочі плити. Після цього опускають раму з гумовим листом, закріпленим на плиті спеціальними затискачами, і включають вакуум-насос, який у просторі між верхньою площиною плит і гумою створює вакуум. Під тиском атмосферного повітря гума щільно прилягає до деталі. Після цього вмикають електронагрівачі, що є в плитах. Купол з розміщеними в ньому тепловипромінювачами, що нагріваються електричним струмом, перекочують з однієї плити на другу.
Рис. 4. Схема двопозиціиного вакуумного преса:
1 — вакуум-насос, 2 — противага, 3 — робоча плита, 4 — облицьовувані деталі, 5 — електричні тепловипромінювачі, 6 — купол з теплоізоляцією, 7 — рама, 8 — гумова прокладка, 10 — отвори, 10 — напрямні, 11 — електронагрівачі.
Для контролю за режимом облицьовування прес забезпечено вакуумметром, терморегулятором і реле часу.
Фірми «Хюман» (ФРН), «Стефані» (Італія), «Хейон» (Японія) та «Водків» (Англія) створили ряд ліній для облицьовування профільних кромок клеєм-розплавом або рідким клеєм і шліфування їх.
Дефекти, що виникають при облицьовуванні.
Дефект Причина виникнення Просочування Виступи Місцеве або повне неприставання шпону до основи Вм «ятини Тріщини в шпоні.
Зміна кольору під дією паперової клейової стрічки Великі пори в шпоні, низька в «язкість клею. Для того щоб запобігти просочуванню клею, треба застосовувати відповідні наповнювачі або здійснювати попереднє підсушування клейового шва. Синтетичний клей, що просочився, не підлягає видаленню. Тому поверхню-треба покрити барвником під колір дерева.
Нерівномірне нанесення клею, погана підготовка пб-верхні.
Забруднення поверхні маслянистими речовинами, велика вологість основи або шпону, неправильна концентрація клейового розчину, висока температура в облицьовувальному цеху.
Погане зачищення прокладок, механічні пошкодження (перед формуванням пакетів необхідно зачищати прокладки).
Велика вологість шпону (його слід підсушувати %$ вологості 6±2%).
Товста стрічка. Вміст в клею хімічних речовин (солей хрому, заліза тощо). Вміст хімічних речовин у воді для зволоження стр ічки.
Список використаної літератури.
1. Бобиков П. Д. Изготовление художественной мебели.— М.: Высш. шк., 1988.— 288 с.
2. Григорьев М. А. Материаловедение для столяров и плотников.— М.: Высш. шк., 1985.— 144 с.
3. Кулебокин Г. И. Столярное дело.— М.: Стройиздат, 1987.— 144 с.
4. Кряпов М. В., Гулин В. С., Берилин А. В. Современное производство мебели.— М.: Лесн. пром-сть, 1986.— 263 с.
5. Справочник мебельщика. Конструкции и функциональные размеры. Материалы. Технология производства. — М.: Лесн. пром-сть, 1985.— 360 с.
6. Черепахина А. Н. Эстетика современной мебели.— М.: Лесн. пром-сть, 1988.— 224 с.
7. Черняк В. 3. Строительные уроки русских мастеров.— М.: Стройиздат, 1988. 192 с.
8. Шумега С. С. Спеціальна технологія меблевого виробництва.— К.: Вища шк. Головне вид-во, 1981.— 242 с.
9. Шумега С. С. Технология столярно-мебельного производства.— М.: Лесн. пром-сть, 1984.— 265 с.
10. Яковлева К. Г. Лесная скульптура.— М.: Лесн. пром-сть, 1988, — 210 с.